
常規(guī)金屬3D打印服務(wù)
云耀深維專(zhuān)家團(tuán)隊(duì)與全球先進(jìn)制造領(lǐng)域領(lǐng)軍企業(yè)深度合作,在設(shè)備制造及工藝研發(fā)方面經(jīng)驗(yàn)豐富,為客戶(hù)提供常規(guī)尺寸、大尺寸金屬部件的產(chǎn)品打印、技術(shù)開(kāi)發(fā)、科研合作等服務(wù)。采用激光粉床融合技術(shù)LPBF,通過(guò)激光對(duì)金屬粉未進(jìn)行熱作用,使其融化冷卻成型,具有完全冶金結(jié)合、致密度可達(dá)99%

技術(shù)
金屬打印主流技術(shù),成型致密度接近100%、優(yōu)越力學(xué)性能部件 激光粉床融合技術(shù)LPBF,又稱(chēng)激光選區(qū)熔融技術(shù)SLM,80%以上的金屬3D打印使用該技術(shù)。通過(guò)激光器對(duì)金屬粉未直接進(jìn)行熱作用,使其完全融化再快速冷卻成型,可以直接獲得幾乎任意形狀、具有完全冶金結(jié)合、致密度可達(dá)99.999%、力學(xué)性能優(yōu)越的金屬零件,打印部件在工業(yè)各領(lǐng)域廣泛應(yīng)用。

產(chǎn)品與服務(wù)
云耀深維專(zhuān)家團(tuán)隊(duì)與全球先進(jìn)制造領(lǐng)域領(lǐng)軍企業(yè)深度合作,在設(shè)備制造及工藝研發(fā)方面經(jīng)驗(yàn)豐富,為航天航空、醫(yī)療器械、汽車(chē)制造、模具制造等領(lǐng)域客戶(hù)提供常規(guī)尺寸、大尺寸金屬部件的產(chǎn)品打印、技術(shù)開(kāi)發(fā)、科研合作等服務(wù),同時(shí)為客戶(hù)提供標(biāo)準(zhǔn)設(shè)備、定制設(shè)備設(shè)計(jì)、研發(fā)及制造服務(wù),全方位滿(mǎn)足行業(yè)特殊要求。

可打印材料
深度研發(fā),攻克多種材料。可打印材料包括純銅、鋁合金、鎂合金、純鎢、鎳鈦記憶合金、鈷鉻合金、鎳基合金、鈦基合金、鐵基合金、不銹鋼、模具鋼、貴金屬等。
微米級(jí)金屬3D打印
成型致密度接近100%、綜合力學(xué)性能優(yōu)于鍛件
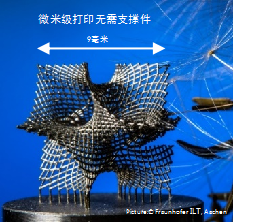
云耀深維自主研發(fā)微米級(jí)金屬3D打印技術(shù),實(shí)現(xiàn)復(fù)雜精密結(jié)構(gòu)金屬材料一次打印成型,實(shí)現(xiàn)10度以上無(wú)支撐打印(部分)
金屬3D打印")
微米級(jí)超高精度金屬3D打印
為解決金屬3D打印工藝在高精度結(jié)構(gòu)件領(lǐng)域的痛點(diǎn),除常規(guī)尺寸金屬增材制造外, 公司自主研發(fā)的獨(dú)家微米級(jí)金屬3D打印技術(shù)實(shí)現(xiàn)了復(fù)雜精密結(jié)構(gòu)金屬材料的3D一次打印成型,可達(dá)到打印典型部件精度2-10微米,打印部件表面粗糙度Ra值0.8-2.8微米,實(shí)現(xiàn)10度 以上大部分部件無(wú)支撐成型,致力于填補(bǔ)高精度增材制造部件的市場(chǎng)空白。
普通金屬3D打印 VS 微米級(jí)金屬3D打印
| 常規(guī)打印c-LPBF | 微米級(jí)打印Micro-LPBF | |
|---|---|---|
| 精度訴求 | 典型精度≈80-200微米
Typical Accuracy 80-200µm
|
典型精度≈2-10微米 Typical Accuracy 2-10µm |
| 表面訴求 | 典型Ra≈6-20微米 | Ra≈0.8-2.8微米 |
| 支撐件訴求 | 小于45°大部分結(jié)構(gòu)需添加支撐 | 10°以上多種結(jié)構(gòu)無(wú)支撐成型 |
| 力學(xué)性能 | 力學(xué)性能優(yōu)異 |
屈服及抗拉性能提升約10-20%, 各向同性顯著提升
|
| 精度對(duì)比 |
|
|
| 表面對(duì)比 |
|
|
| 支撐對(duì)比 | 常規(guī)打印小于45°的面需增加支撐結(jié)構(gòu)輔助成型,成型完成后需大量的人工工作去除支撐,造成時(shí)間、材料、成本的浪費(fèi)的同時(shí)會(huì)對(duì)支撐表面粗糙度和精度造成較大的影響。 | 微米級(jí)3D打印由于其特殊的光路設(shè)計(jì)和對(duì)工藝的精確控制可以實(shí)現(xiàn)無(wú)支撐的一步成型,可實(shí)現(xiàn)10°以上多種結(jié)構(gòu)無(wú)支撐成型。 |
微米級(jí)與常規(guī)級(jí)金屬3D打印力學(xué)性能對(duì)比
MECHANICAL PROPERTIES C-LPBF VS μ-LPBF
| 材料 | 性能指標(biāo) | ⊥ (垂直) | // (平行) | ||
|---|---|---|---|---|---|
| μ-LPBF (微米級(jí)) | c-LPBF (常規(guī)級(jí)) | μ-LPBF (微米級(jí)) | c-LPBF (常規(guī)級(jí)) | ||
| IN718鎳基高溫合金 (熱處理態(tài)) |
屈服強(qiáng)度 Rp0.2/MPa |
1154±50↑ | 1100±80 | 1240±50↑ | 1200±60 |
| 抗拉強(qiáng)度 Rm/MPa |
1350±30↑ | 1280±50 | 1405±30↑ | 1390±50 | |
| 延伸率
A25%
|
17±2↑ | 18±2 | 13±2↑ | 15±2 | |
| 316L不銹鋼(打印態(tài)) | 屈服強(qiáng)度 Rp0.2/MPa |
500±50↑ | 470±50 | 550±30↑ | 530±30 |
| 抗拉強(qiáng)度 Rm/MPa |
598±30↑ | 540±50 | 680±30↑ | 640±50 | |
| 延伸率
A25%
|
45±4↑ | 44±4 | 38±2↑ | 40±4 | |
| TC4鈦合金(去應(yīng)力態(tài)) | 屈服強(qiáng)度 Rp0.2/MPa |
970±80↑ | 900±80 | 975±50↑ | 920±80 |
| 抗拉強(qiáng)度 Rm/MPa |
1120±50↑ | 1010±50 | 1135±50↑ | 1020±50 | |
| 延伸率
A25%
|
9±1↑ | 12±2 | 11±1↑ | 12±2 | |
微米級(jí)金屬3D打印典型結(jié)構(gòu)
表面粗糙度對(duì)比圖
材料:鎳鈦合金
部件:心臟支架
 常規(guī)打印
常規(guī)打印
直接打印表面對(duì)比
 微米級(jí)打印
微米級(jí)打印
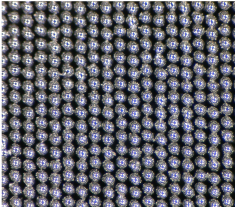
多孔結(jié)構(gòu)顯微圖
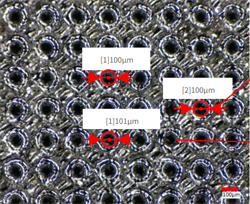
材料:316L
部件:100微米深孔結(jié)構(gòu)
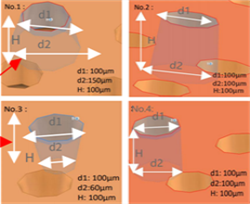
公差:±1微米
特殊結(jié)構(gòu):可實(shí)現(xiàn)異性孔結(jié)構(gòu)
支撐情況對(duì)比圖
常規(guī)打印懸垂面需大量支撐結(jié)構(gòu),后期需人工去除
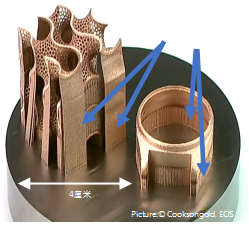
微米級(jí)打印可實(shí)現(xiàn)大扭曲懸垂面無(wú)支撐成型
薄壁結(jié)構(gòu)顯微圖
材料:316L
特殊結(jié)構(gòu):超細(xì)圓柱中空結(jié)構(gòu)
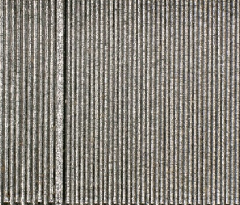
部件:30微米薄壁結(jié)構(gòu)
特殊結(jié)構(gòu):可實(shí)現(xiàn)曲面薄壁結(jié)構(gòu)
